Traitement des fondations du site
1. Avant de poser la géomembrane HDPE, la base de pose doit être inspectée de manière approfondie avec les services concernés.Le support de pose doit être solide et plat.Il ne doit pas y avoir de racines d'arbres, de gravats, de pierres, de particules de béton, de têtes d'armature, de copeaux de verre et d'autres débris susceptibles d'endommager la géomembrane dans la profondeur verticale de 25 mm.Utilisez un compacteur à roues pour compacter afin d'enlever les marques de voiture, les empreintes de pas et les bosses au sol.De plus, les renflements de sol supérieurs à 12 mm doivent également être ébréchés ou compactés.
2. Lorsque la géomembrane PEHD est posée sur le remblai, la compacité du remblai ne doit pas être inférieure à 95 %.
3.La fondation du site doit être exempte d'infiltrations d'eau, de boues, de flaques, de résidus organiques et de substances nocives susceptibles de polluer l'environnement.Le coin de la base doit être lisse.Généralement, son rayon d'arc ne doit pas être inférieur à 500 mm.

Exigences techniques pour l'installation de la géomembrane HDPE.
1. La pose et le soudage de la géomembrane HDPE doivent être effectués par temps où la température est supérieure à 5 ℃ et la force du vent est inférieure au grade 4 sans pluie ni neige.
2. Le processus de construction de la géomembrane HDPE doit être effectué dans l'ordre suivant : pose de la géomembrane → rodage des joints de soudure → soudage → inspection sur site → réparation → réinspection → remblayage.
3. La largeur de chevauchement des joints entre les membranes ne doit pas être inférieure à 80 mm.Généralement, la direction de disposition des joints doit être égale à la ligne de pente maximale, c'est-à-dire qu'elle doit être disposée le long de la direction de la pente.
4. Lors de la pose de la géomembrane HDPE, les rides artificielles doivent être évitées autant que possible.Lors de la pose de la géomembrane HDPE, la déformation de dilatation causée par le changement de température doit être réservée en fonction de la plage de changement de température locale et des exigences de performance de la géomembrane HDPE.De plus, la quantité d'expansion de la géomembrane doit être réservée en fonction du terrain du site et de la pose de la géomembrane pour s'adapter au tassement inégal de la fondation.
5. Après la pose de la géomembrane HDPE, la marche sur la surface de la membrane et la manipulation d'outils doivent être réduites au minimum.Les objets pouvant endommager la géomembrane HDPE ne doivent pas être placés sur la géomembrane ou transportés sur la géomembrane pour éviter d'endommager accidentellement la membrane HDPE.
6. Tout le personnel sur le chantier de construction du film HDPE ne doit pas fumer, porter des chaussures à clous ou des chaussures à talons hauts à semelle dure pour marcher sur la surface du film, ou s'engager dans toute activité susceptible d'endommager le film imperméable.
7. Après la pose de la géomembrane HDPE et avant que la couche de protection ne soit recouverte, un sac de sable de 20 à 40 kg doit être placé au coin de la membrane tous les 2 à 5 m pour éviter que la géomembrane ne soit soufflée par le vent.
8. La géomembrane HDPE doit être naturelle et proche de la couche de support, et ne doit pas être pliée ou suspendue dans les airs.
9. Lorsque la géomembrane est construite en sections, la couche supérieure doit être recouverte dans le temps après la pose et le temps d'exposition à l'air ne doit pas dépasser 30 jours.
L'ancrage de la géomembrane HDPE doit être effectué conformément à la conception.Dans les lieux à relief complexe du projet, l'unité de construction proposera d'autres méthodes d'ancrage, qui seront réalisées après avoir obtenu l'accord de l'unité d'études et de l'unité de supervision.

Exigences de soudage de la géomembrane HDPE :
1. La surface de chevauchement de la soudure de la géomembrane HDPE doit être exempte de saleté, de sable, d'eau (y compris la rosée) et d'autres impuretés qui affectent la qualité de la soudure, et doit être nettoyée pendant la soudure.
2. Au début du soudage tous les jours (le matin et après la pause déjeuner), le soudage d'essai doit d'abord être effectué sur le site, et le soudage formel ne peut être effectué qu'après sa qualification.
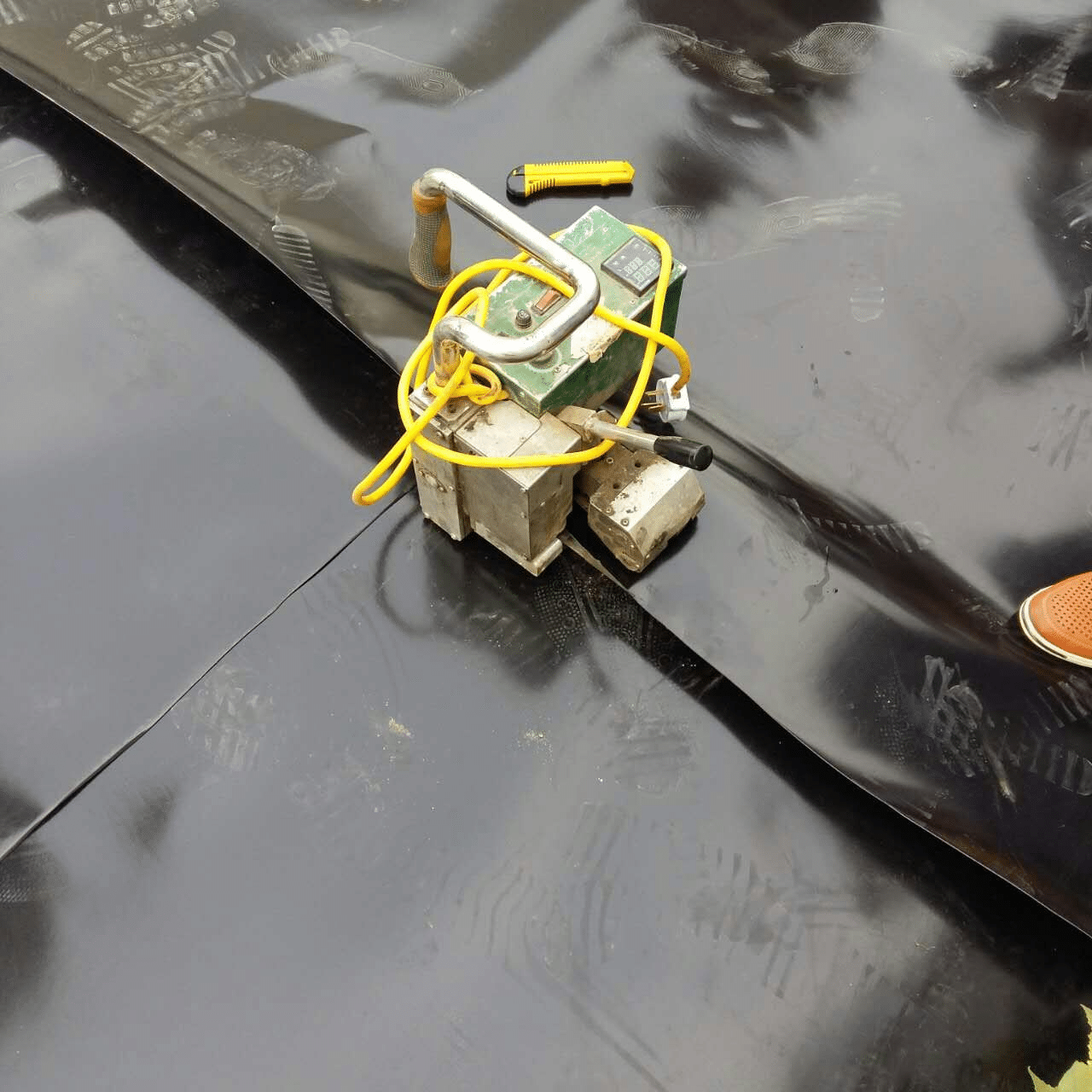
3. La géomembrane HDPE doit être soudée par une machine de soudage thermofusible à double voie, et le soudage par extrusion ou le soudage au pistolet à air chaud ne doit être utilisé que dans les endroits où la machine de réparation, de revêtement ou de soudage thermofusible ne peut pas atteindre.
4. Pendant la construction, la température et la vitesse de travail de la machine à souder doivent être ajustées et contrôlées à tout moment en fonction de la température et des propriétés du matériau.
5. Le film HDPE au niveau de la soudure doit être soudé dans son ensemble et il ne doit pas y avoir de fausse soudure, de soudure manquante ou de soudure excessive.Les deux couches connectées de géomembrane HDPE doivent être chevauchées à plat et en douceur.
Contrôle de la qualité des soudures
Avec l'avancement de la construction, il est nécessaire de vérifier la qualité de soudage du film HDPE à temps et de réparer le soudage avec un pistolet à air chaud ou un pistolet de soudage en plastique à tout moment pour les soudures manquantes et les pièces de soudure défectueuses.Les méthodes spécifiques sont les suivantes :
1. L'inspection est effectuée en trois étapes, à savoir l'inspection visuelle, l'inspection de gonflage et le test de dommages.
2. Inspection visuelle : vérifiez si les deux soudures sont plates, claires, sans plis, transparentes, sans laitier, sans bulles, sans point de fuite, sans point de fusion ou sans cordon de soudure.
L'inspection visuelle consiste principalement à inspecter soigneusement l'apparence de la géomembrane posée, la qualité de la soudure, la soudure en T, les débris de substrat, etc. Tout le personnel de construction doit effectuer ce travail dans tous les processus de construction.
3. En plus de l'inspection visuelle, l'inspection par le vide doit être adoptée pour l'étanchéité de toutes les soudures, et l'auto-inspection doit être renforcée pour les pièces qui ne peuvent pas être inspectées par le vide.
4. La force de gonflage détectée par la pression de gonflage est de 0,25 MPa et il n'y a pas de fuite d'air pendant 2 minutes.Considérant que le matériau enroulé est souple et facile à déformer, la chute de pression admissible est de 20 %
5. Lors de l'essai de traction sur l'échantillon prélevé sur la soudure à double rail, la norme est que la soudure n'est pas déchirée mais que la mère est déchirée et endommagée pendant les essais de pelage et de cisaillement.A ce moment, la soudure est qualifiée.Si l'échantillon n'est pas qualifié, une deuxième pièce doit être prélevée sur la soudure d'origine.Si trois pièces ne sont pas qualifiées, toute la soudure doit être retravaillée.
6. Les échantillons qui réussissent le test doivent être soumis au propriétaire, à l'entrepreneur général et aux unités concernées pour classement.
7. Les défauts constatés lors de l'inspection visuelle, de la détection de gonflage et des tests de dommages doivent être réparés à temps.Ceux qui ne peuvent pas être réparés immédiatement doivent être marqués pour éviter toute omission lors de la réparation.
8. Lors de l'inspection de l'apparence, en cas de défauts tels que des trous sur la surface de la membrane et des soudures manquantes, des soudures défectueuses et des dommages pendant le soudage, du métal de base frais doit être utilisé pour réparer à temps, et chaque côté de la cicatrice réparée doit dépasser le partie endommagée de 10 à 20 cm.Faire des enregistrements.
9. Pour la soudure réparée, une inspection visuelle détaillée doit être effectuée de manière générale, et la libération doit être effectuée après confirmation de la fiabilité de la réparation.
Heure de publication : 14 décembre 2022